AdBlock Detectado
AdBlock Detectado

To phrase this another way, high levels of toughness and ductility can improve the resistance of steel to thermal fatigue, which in turn can increase the life span of the mold. metallography's ability to shed light on the material's internal structureThe force of an impact is proportional to the mass of the thing that is being struck; therefore, a larger object results in a greater energy.
The process that is carried out in the cavity of the mold while it is being subjected to heat treatment is a very important factor that plays a role in determining the length of time that the mold will continue to be useful. As a direct result of this, the rate at which the fire is extinguished needs to be as quick as is physically possible under the circumstances. The degrees HRC43-52 provide a good representation of the typical range of hardness that can be achieved through cavity heat treatment. This choice of mold hardness is typically maintained throughout a wide variety of die-casting factories. It is absolutely essential to give careful consideration to both the choice of material and the thermal treatment that it will receive. On the other hand, the likelihood of the mold breaking will increase if the Sandblasting Services cavity's hardness is increased; this is because the mold will be subjected to greater stress. The heat-treatment hardness of the mold cavity should be as high as it is humanly possible to achieve for die-casting in zinc alloy and magnesium alloy, respectively.

The material of the plate, which may include slides, beading materials, and other components, is yet another factor that plays a role in determining the length of time that the mold will continue to be functional. The sleeve plate is not only the mechanism for fixing the cavity, but it is also the mechanism for sliding and locking the slider. These three functions are all performed by the same mechanism. This is an extremely important part of the process.
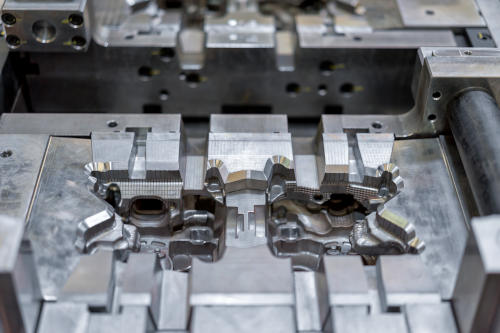
Die-casting molds have a variety of important features, one of the most important of which is their design. The design of the die-casting molds is one of the factors that plays a role in determining how long the molds will remain in use. Because of this, it is necessary to take into full consideration the factors that affect the life of the mold in accordance with the characteristics of the aluminum alloy die-casting parts when designing molds for die-casting. This is because these factors vary depending on the part. Either it is necessary to provide timely improvement suggestions for the design of aluminum alloy die-casting parts that affect the life of the mold in the early stage, or it is necessary to take measures to reasonable measures in order to resolve it. Either way, it is necessary to provide timely improvement suggestions for the design of aluminum alloy die-casting parts. In either case, it is essential to either solve the problem or offer timely suggestions for ways in which the design could be improved.
This is because aluminum alloy has a higher melting point, which enables a faster injection speed while also enabling a higher injection pressure. The reason for this is because aluminum alloy has a higher melting point. On average, die-casting molds have a lifespan of between 40,000 and more than ten thousand castings during their entire existence. First, the mold is cracked and can no longer be used; second, the mold suffers from frequent failures such as stuck sliders, aluminum opinioning in the mold, and other issues of a similar nature; and third, the cracks in the mold cause the surface of the part to be strained when it is removed from the mold because of the cracks in the mold. The mold will become damaged casting services as a result of this. Because of this, the mold will suffer significant damage as a result. In point of fact, the steps involved in injecting medication are identical to the steps involved in injecting medication. 70 meters per second, and the filling pressure can range anywhere from 400 to 900 kilograms per square centimeter on average. 70 meters per second.
This is because the mold has experienced both expansion and contraction as a result of temperature changes. This is as a result of the fact that the mold has been subjected to a variety of temperatures on a number of separate occasions. due to the effects of the cold, a contraction took place. Therefore, if you want to make a mold last longer, you should start by decreasing the impact speed and pressure, lowering the temperature, minimizing expansion and contraction, improving fatigue strength, and raising impact resistance. These are the steps that you should take in order. The materials that were used to construct the mold and the heat treatment that was applied to those materials are the primary factors that determine how long the mold will continue to be functional after it was constructed. In addition to this, it is of the utmost importance to achieve complete mastery of the heat treatment process. The process of extending the mold's lifetime involves both of these things, which are essential components of the process. It is essential that this step be taken in order to prevent the mold from cracking in a variety of different places.